
In the past, the success of automobile manufacturers was largely measured by the sales of new cars. However, the topic of mobility has changed significantly in recent years. Owning your vehicle is increasingly taking a back seat, especially for young people. Furthermore, during the financial crisis and the decreasing sales of new vehicles, it became clear that the aftersales market generates stable profits. The aftersales market also makes a significant contribution to the sustainable success of the automotive industry.
Spare parts are a vital component for every Original Equipment Manufacturer (OEM). The constant observation of buyer behavior and the resulting derivation of new offers in the spare parts segment is required. With the end of the statutory warranty period and the grace period on the part of the automobile manufacturer, the number of price sensitive customers increases massively. Therefore, a constant adjustment to market needs is essential to maintain customer retention for this age segment in the automotive industry.
In addition to the already known new parts, which are identical to the parts installed in serial production, some OEM, Original Equipment Suppliers (OES) and the independent spare parts market are increasingly offering remanufactured parts. These parts are formerly defective components given a second life using a standardized remanufacturing process to meet the exact requirements as a newly produced part.
Mechanical components, such as starters, alternators, engines and electrical parts (e.g. head units) are currently being processed. Remanufacturing is considerably cheaper than producing new parts, but also adds value to the ecological perspective by saving raw materials and energy.
The industry is determined by the three key players OEM, OES, and independent remanufacturer. Some OEMs, such as Mercedes Benz and Renault, have an in-house remanufacturing program. Particularly self-made components are given a second life in these programs. OES like Bosch remanufacture parts for many of their customers to whom they supply new parts, but they are also active in selling directly to independents and own workshops. The independent remanufacturers are often only involved in remanufacturing and do not produce new parts. Their customers can be both independent workshops and large OEMs.
Due to the increasing environmental awareness and the sustainability promises made by many key players, the automotive industry is receiving more attention than ever. Also remanufacturing is facing a major change in opportunities and risks due to increasing electrification.
Remanufacturing is the reprocessing of defect products. The part is brought back to the original quality standard of a new one. Complete disassembly of all components is necessary to check them and the assemblies. All reusable parts are then cleaned and subjected to strict quality control. Wear parts, such as ball bearings, are replaced by new ones in order to guarantee the quality requirements placed on the remaining parts. Contrary to popular belief, remanufactured parts are not inferior or of poorer quality. They must meet the same quality and requirements as new parts. Remanufacturing can also lead to a technological upgrade of a component by replacing defect components with further developed individual ones. Furthermore, after the remanufacturing, each individual part is tested, unlike in serial production, in which usually only random samples are taken. However, not all parts are suitable for remanufacturing, the right parts are selected according to various criteria.
The essential requirement for a favorable decision is whether remanufacturing is technically possible and how high the costs of remanufacturing the part are. If the costs are only slightly lower or even higher than the purchase price of a new part, it often makes no economic sense to include the part in the reman portfolio.
It is also necessary that the demand for the components is high enough. If certain product-specific batch sizes are not achieved, remanufacturing can often not be presented economically since the effort for technical approval and implementation would be greater than the benefit. In this case, a 1-1 repair solution should be preferred. Learn more about 1-1 Repair
The society’s focus is shifting more and more towards the topic of sustainability. Young people in particular attach great importance to the subject of sustainability, often without precisely knowing that it includes more than just conserving the nature and environment. Sustainability can manifest itself in several factors. In this context, the pillars of the economy, ecology, and socio-cultural are crucial.
Economy: A revenue of around 8.7 billion Euro is generated annually in Germany. A large part of this is accounted for by the aviation and automotive industries. Germany is currently the leading sales force in almost all sectors in Europe, and some experts predict enormous growth to over 40 billion Euro by 2030 in the European market.1
Ecology: Remanufacturing makes it possible to reuse a large number of valuable components, which can save up to 90% of material compared to a new part. The energy required for treatment is also up to 90% lower.2
Socio-cultural: The processing of parts can only be automated to a very small extent since humans‘ final inspection and quality control must be carried out. Currently, about 43,000 employees are employed in the remanufacturing industry in Germany, of which about 10,000 are in the automotive sector.3
The path from the defective component to the remanufactured part involves a combination of logistics and production processes.
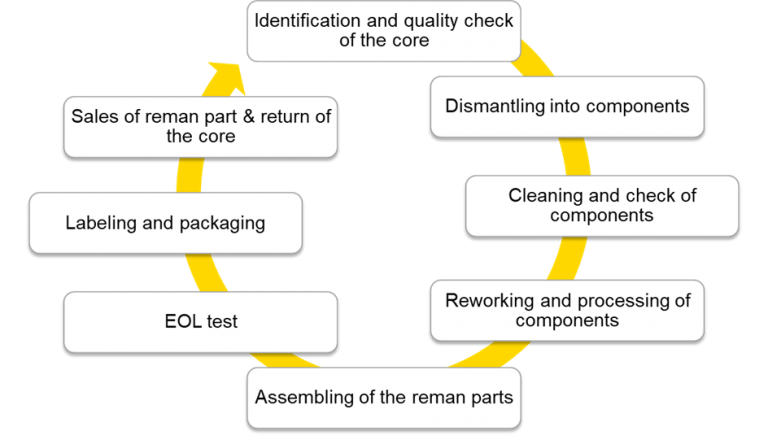
Theoretically, the remanufacturing process begins at a dealer or a workshop where a customer decides to buy a remanufactured part. The defective part removed from the vehicle, also known as the core, is packaged, and sent to the logistic center or directly to the reprocessing location.
First, the cores are identified by their part number or type and recorded into the systems, followed by a rough quality check to determine whether the core is suitable for remanufacturing or not. For example, generators that have suffered fire damage or turbochargers with broken housings cannot be remanufactured.
In the next step, the cores are dismantled, which usually involves 100% dismantling down to the last seal and screw to ensure that all components are checked or replaced.
Then all components that can be reused are cleaned using specific processes. Housings are often blasted to remove dirt and oil residues, while more sensitive and electronic components are cleaned more gently. Wear parts that are not suitable for repair, such as ball bearings, seals and snap rings, are recycled after dismantling. When the components have been cleaned, the parts are inspected. There are also product-specific test procedures for this, ranging from simple measurement to the x-ray of parts (e.g. caliper). The limit samples defined by the manufacturer, through which consistent quality can be ensured, are crucial for reuse.
Once the reusable components have been identified, they can be processed; this also involves component-specific processes such as fine boring or honing crankcases or smooth milling of rotors in a generator. In this process step, all values are precisely defined by the processor to guarantee the highest quality.
After the processing of the components has been completed, the assembly of the remaining parts can begin. For this purpose, in addition to the parts just mentioned, new parts, especially wear parts, are also used. When assembling the parts, identical requirements are made and systematically recorded to produce new parts. The production lines are often identical to serial production, and in some cases, they are assembled alternately.
Finally, the remanufactured parts have to pass an End-of-line (EOL) test, which for gearboxes, for example, consists of noise, leakage, and a function test. It is crucial here that the new part’s reference values are achieved to guarantee the quality promise „as good as new.“ In contrast to the production of new parts, in which these tests are often carried out on a random basis, all remanufactured products must pass the EOL test to receive approval.
After successfully completing the EOL test, the parts are labeled following legal regulations and packaged in the same way as new parts.
The packaged parts are then brought to the dealers and workshops by the forward logistics of the manufacturers. This closes the parts cycle again through the decision of a customer to buy a remanufactured part.
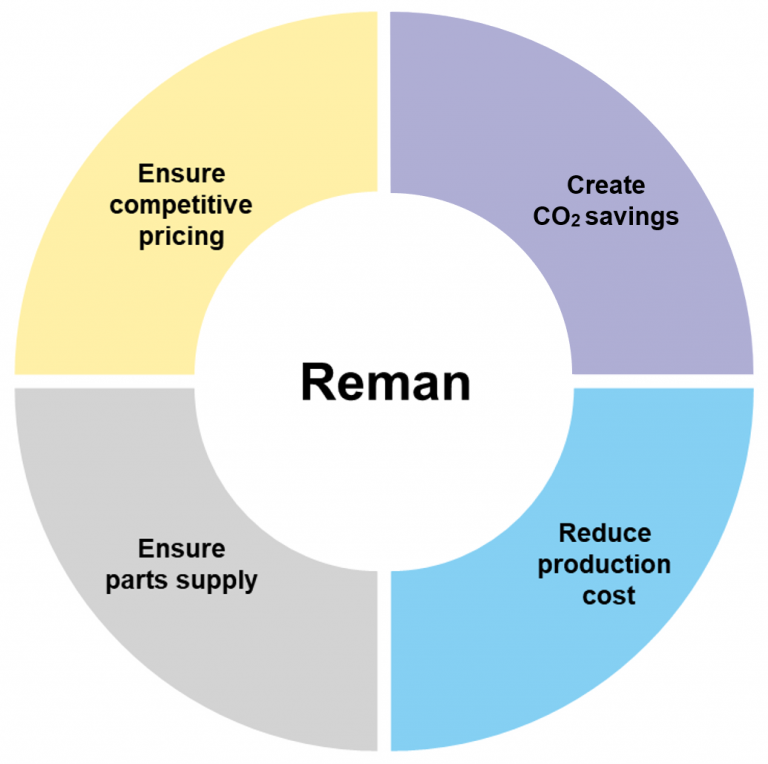
The reconditioning of parts has many advantages for the OEM, OES, and independent remanufacturers. The benefits for OEMs will be examined and explained more in detail below. Some of the advantages can also be transferred to the OES and independent remanufacturers. By establishing a reman portfolio in aftersales, four main benefits can be generated:
Ensure competitive pricing: By remanufacturing parts, it is possible to generate a more attractive offer for the customer. In particular, owners of older vehicles with expired warranty and goodwill are very price sensitive. Due to the growing supply on the free market and the easy price comparison online, branches and dealers are struggling with competition. However, customers can be won back, and market shares increased through a fair value remanufacturing offer.
Create CO2 savings: The remanufacturing of vehicle components generates significant ecological advantages. A good example is a remanufactured starter in which up to 3kg material (88%) and up to 9kg CO2-emissions (53%) can be saved compared to the production of a new part.4 The effects can be seen even more clearly with larger and more valuable components. According to ZF Saarbrücken’s own information, up to 90% of material and energy are saved when processing automatic transmissions.5
Ensure parts supply: The increasing electrification and shorter development cycles are accelerating the constant further development and increases of efficiency in the automotive industry. However, this also increases the risk of supply shortage. It occurs frequently that suppliers are no longer able to meet their supply obligations shortly after the end of serial production. In this case, there is a lot of effort for a new development procedure or even vehicle buybacks. By remanufacturing parts, it is possible to ensure the secure supply long after serial production and thus minimize risks.
Reduce production cost: As mentioned in the introduction, it is possible to realize considerable cost savings by remanufacturing vehicle parts. Especially after the serial production has been phased out and resulted significantly lower volumes, the replacement prices for the OEMs rise massively. Remanufacturing makes it possible to keep costs constant or even reduce them. It is possible to reduce the procurement costs by up to 70% compared to a new part, increasing the margins or creating scope for reducing the customer price.
The remanufacturing of components has been present for a long time, especially for mechanical vehicle parts such as starters, alternators and transmissions. It is particularly well established among serial suppliers and OEMs with in-house mechanical parts. For example, the ZF Saarbrücken Group has been processing transmissions and related components at global locations for many years.6 Bosch, as a worldwide supplier to the automotive industry, is also active on the open market for OEMs as a remanufacturer as well as with its own aftersales division and workshop network.7
In addition to the large corporations, which have also started remanufacturing, primarily driven by their activity in the production of new parts. At the same time independent remanufacturers have been able to establish themselves on the market and significantly increased their market share in recent years. In contrast to serial suppliers, these do not have all of the original components that have to be replaced during remanufacturing and the series-related specifications for the EOL test. However, independent remanufacturers develop their own specifications through so-called reengineering. Several original new parts are used to generate reference values for noise development and performance measurement. These values are then used as benchmarking for the remanufactured parts to ensure that the same quality standards are met.
While OEMs have so far preferred to work with the serial suppliers due to the existing original parts and specifications, independent remanufacturers can convince them more and more of cooperation with steadily increasing quality and reducing manufacturing costs. Due to the steadily growing range of high-quality parts from independent workshops or online platforms means that OEMs have to use attractive offers to attract customers in the older vehicle segments.
Overall, there is a consolidation of the free market. It is becoming more difficult for small remanufacturing companies to compete with large companies such as Borg Automotive. In addition to the usual effect of the economy of scales, the issue of core procurement is particularly critical for independent remanufacturers. It is made significantly easier by a larger network of dealers and online shops. The increasing number of control units, meanwhile also for mechanical components, demands higher investments in the field of EOL tests and equipment. Because of the vehicle-specific coding, special software solutions and test equipment are often required, which only pay for themselves in large quantities. These quantities often cannot be reached by smaller remanufacturer and therefore, they have to cooperate with bigger companies or be integrated into them.
Due to advancing global warming and limited resources, the matter will continue to gain importance in the future. The fact that this development also has an enormous impact on the automotive industry can currently be seen mainly through the focus on hybrid and electric vehicles. However, the topic of sustainability does not end with the production and use of vehicles with alternative drive technologies. Instead, the entire lifecycle should be considered.
Active promotion of the topic must therefore also be supported by the legislation. Currently, no remanufacturing created material and CO2 savings are included in automotive manufacturers carbon footprint calculation. Monetary subsidies for the ecological effects would make the remanufacturing business model much more attractive for OEMs and also create business cases that are not economical due to the pure reduction in manufacturing costs into positive territory. Currently, it is a positive side effect for most OEMs and OES if spare parts are ecologically sustainable, but decisions are usually made purely based on economic indicators.
Another success driver for the growth of the industry is that owning a vehicle is taking a back seat for many people. This development can be recognized by the increasing number of car sharing providers. Cooperation between the provider and the processing industry is advised for two reasons. On the one hand, a high return rate of cores can be achieved through contractual framework conditions. On the other hand, savings potential can be realized for both parties through the volume.
Finally, the impact of the increasing proportion of vehicles with alternative drive technologies on the reman branch will be discussed; this will have a massive effect on remanufacturing for the following reasons. Many of the classic reman components such as starters, alternators, injectors, and turbochargers can no longer be found in purely electric vehicles. On the one hand, this will significantly reduce the need for these products over the next 50 years. On the other hand, remanufacturing can play a crucial role in long-term supply. Even in the event of a ban on the sale of internal combustion engines, there still will be a large car park with these parts. Due to the decreasing demand for serial production, the costs of manufacturing new parts will increase and will probably be completely discontinued after a certain point. This offers the industry an excellent opportunity to ensure the security of supply in a cost-effective and long-term manner. Furthermore, the entire industry is currently working on technically feasible and economical preparation concepts for typical e-vehicle components such as power electronics, starter-alternators, and batteries. The first reports of success have already been made by Vitesco Technologies, the drive train division of Continental, that has set up a research and development center for electronic vehicle components in Tianjin, China.8 ZF is also working on future solutions for reprocessing hybrid transmissions to ensure that not only the vehicle but also the spare parts are ecologically sustainable in the future.9
In summary, it can be said that strong growth in remanufacturing in the automotive industry is to be assumed. The main drivers are the growing awareness of ecological sustainability in the population and the resulting increasing requirements by the legislature, as well as electric driving, which represents a certain risk but much greater opportunities.
1,3VDI Report: Zirkuläre Wertschöpfung 12/21
2,5,6,9ZF Homepage 2021
4VDI Report: Ressourceneffizienz durch Remanufacturing – Industrielle Aufarbeitung von Altteilen 2018
7Bosch Homepage 2021
8Vitesco Homepage 2021

Take our free quick test to find out how circular your business is and discover untapped potential. Plus, you’ll have the chance for a non-binding expert consultation to discuss your results and solutions.
Take the Circularity TestYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from Turnstile to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from hCaptcha to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Turnstile. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Information












